安平縣江蓋絲網制造有限公司
聯系人:張經理
電話:0318-7861325
手機/微信:15369916111(非采購商請勿打擾)
Q Q:115383941
傳真:0318-782669*(缺少一位請來電詢問)
郵箱:115383941@qq.com
地址:河北省安平縣北張莊村村南100米處









更新時間:2018-06-21 點擊數:
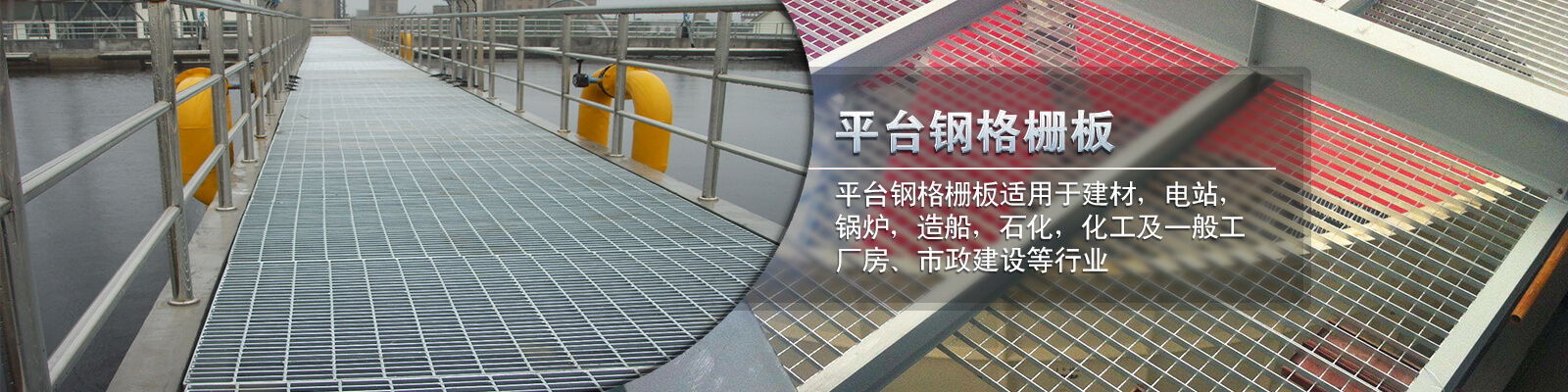
一、鋼格柵板簡介:鋼格柵板又叫鋼格板Steelgratingplate、格柵板,是用扁鋼按照一定的間距和橫桿進行交叉排列,并且焊接成中間帶有方形格子的一種鋼鐵制品,主要用來做水溝蓋板,鋼結構平臺板,鋼梯的踏步板等。橫桿一般采用經過扭絞的方鋼。鋼格柵板一般采用碳......
咨詢熱線:15369916111(微信同號)


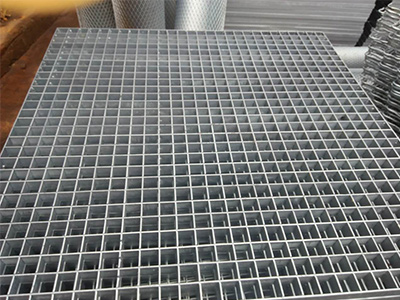
一、鋼格柵板簡介:
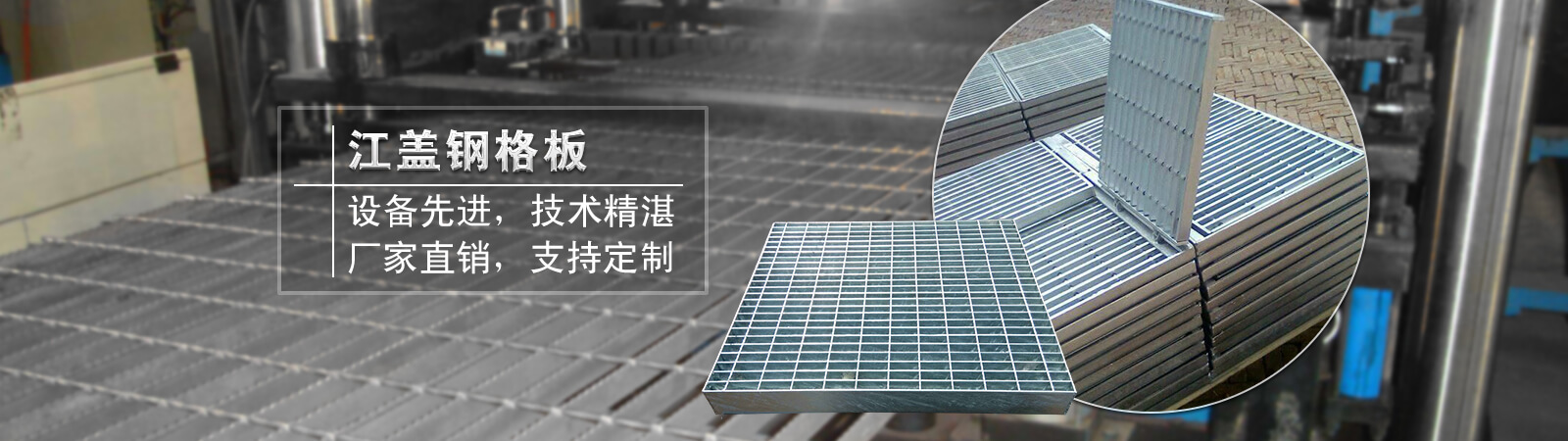
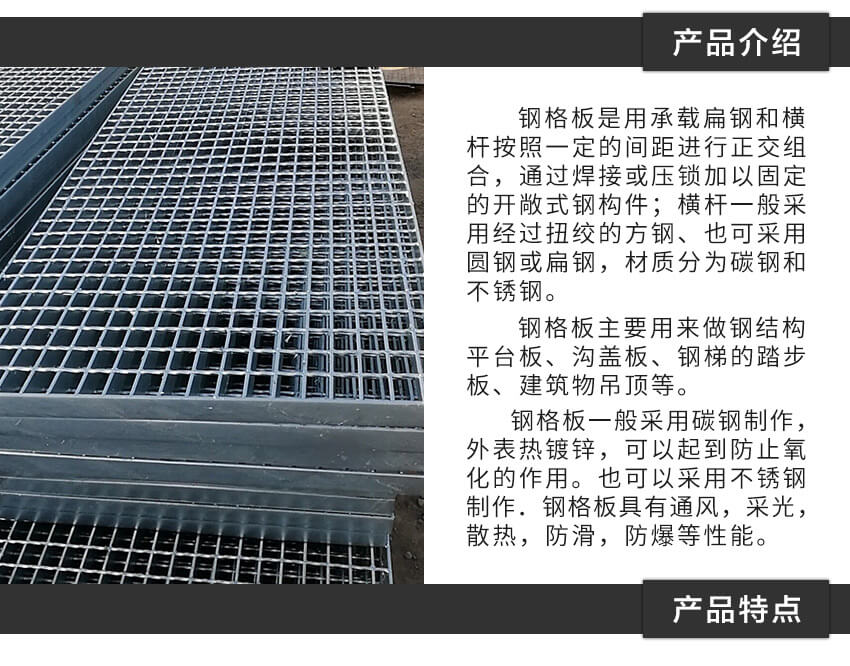
鋼格柵板又叫鋼格板Steel grating plate 、格柵板,是用扁鋼按照一定的間距和橫桿進行交叉排列,并且焊接成中間帶有方形格子的一種鋼鐵制品,主要用來做水溝蓋板,鋼結構平臺板,鋼梯的踏步板等。橫桿一般采用經過扭絞的方鋼。鋼格柵板一般采用碳鋼制作,外表熱鍍鋅,可以起到防止氧化的作用。也可以采用不銹鋼制作。
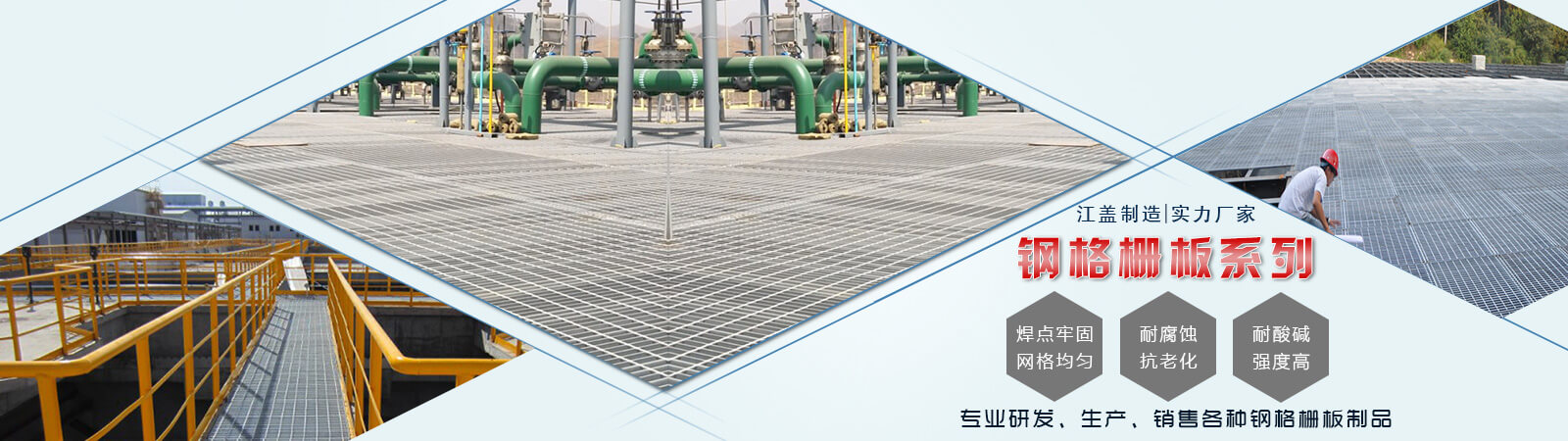
鋼格柵板具有通風,采光,散熱,防滑,防爆等性能。標準YB/T4001.1-2007標準;另外美國,英國,澳大利亞和新西蘭也有其各自標準。鋼材標準按照GB700-88,GB1220-92。
按焊接方式,可分為:壓焊型、相嵌型、穿鎖型和穿焊型;按按其負載扁鋼側表面的形狀,可分為:平面型、齒型和“工”字型等;按其用途可分為:一般用途鋼格柵板和專門用途的鋼格柵板如:地溝蓋板、踏步板等等;鋼格柵板按材料分為:不銹鋼鋼格柵板和碳鋼鋼格柵板。
二、鋼格柵板應用范圍:
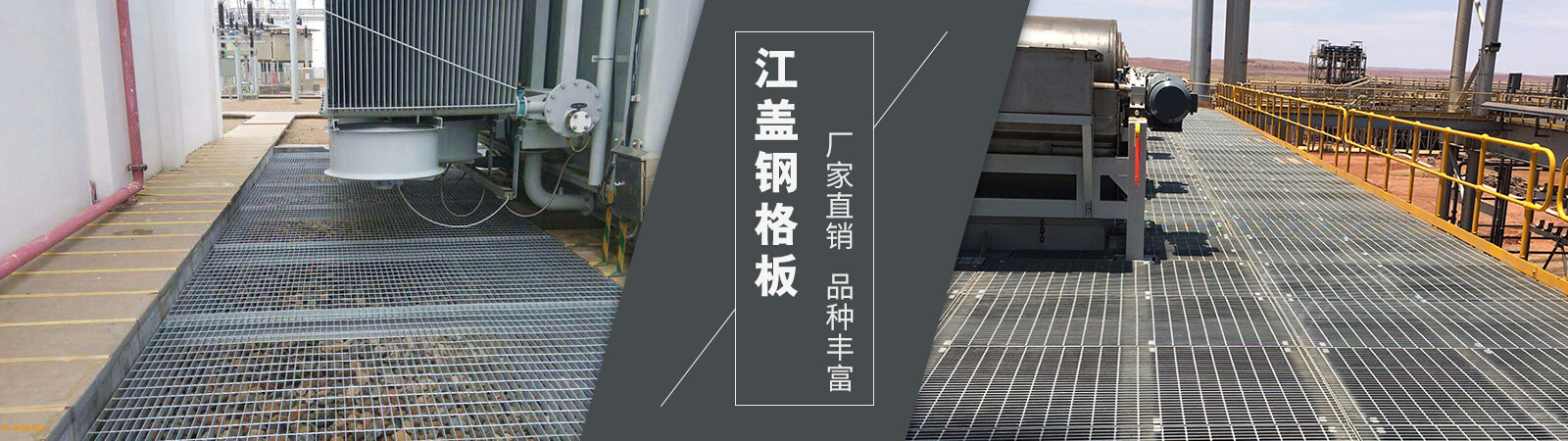
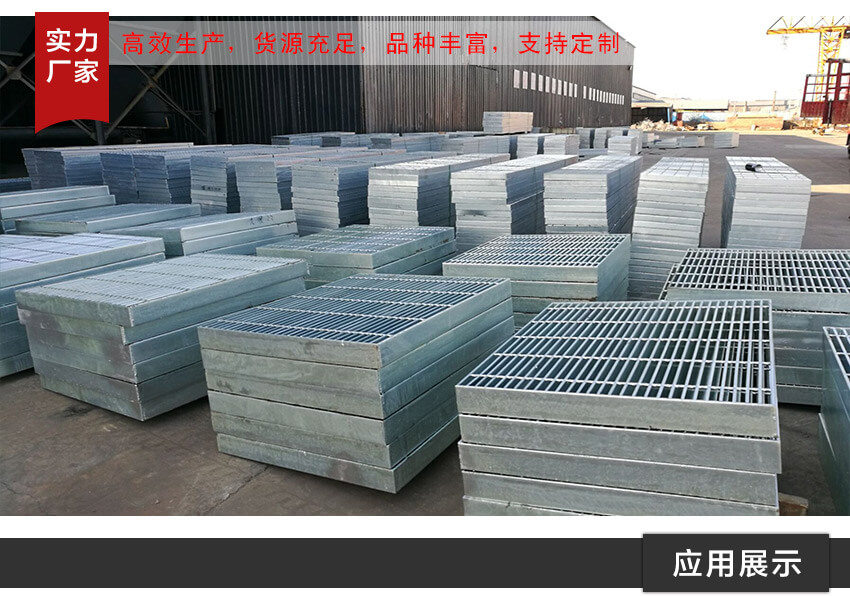
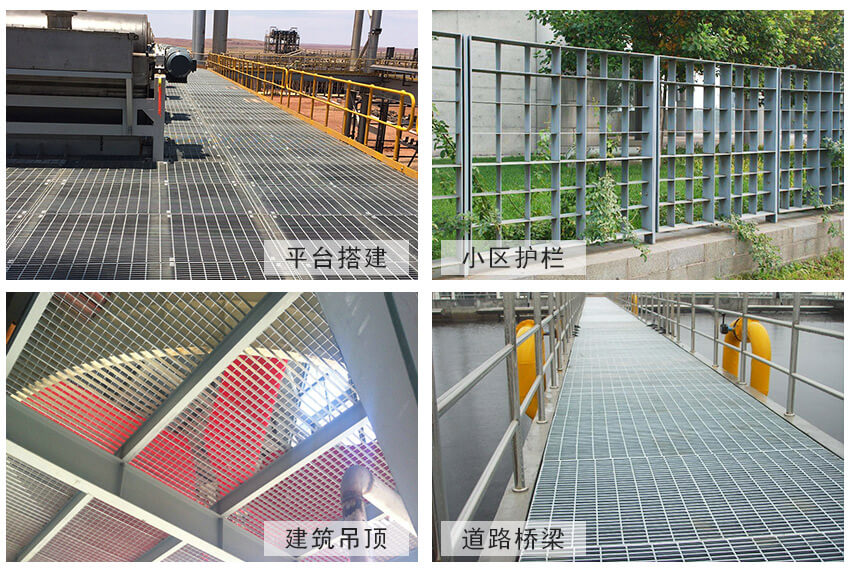
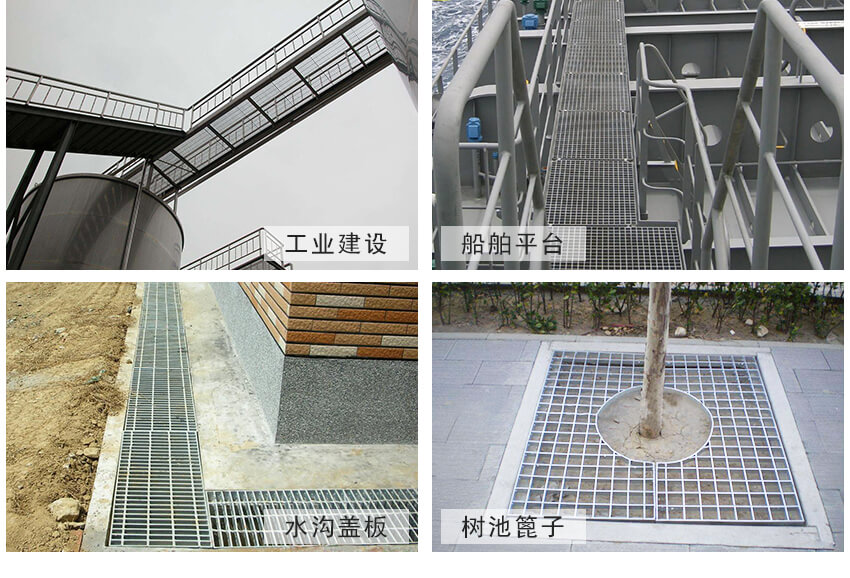
廣泛應用于石油化工,電力,自來水,污水處理,港口碼頭,建筑修飾,造船,自走式停車場,市政工程,環衛工程等領域平臺,走道,棧橋,溝蓋,井蓋,梯子,圍欄等。鋼格柵欄板,為鋼格板代用護欄做用,護欄又名護欄網、隔離柵,所以“鋼格板代用”又名鋼格柵板。因其牢固性能較護欄網相比甚強,所以用鋼格板做柵板多為特定要求定做,一般很少使用!價格也較普通護欄要高出2倍!
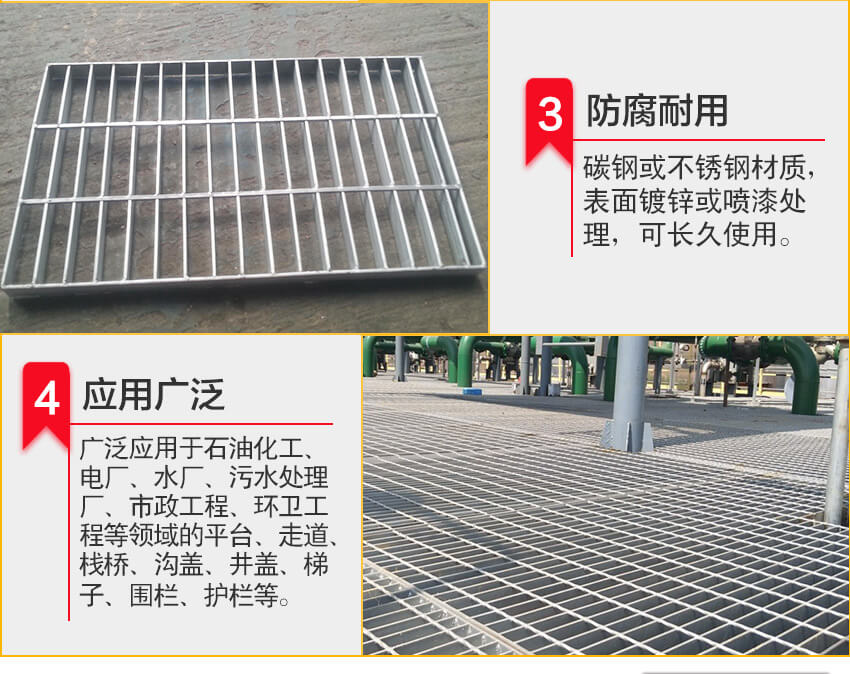
三、鋼格柵板的優點:
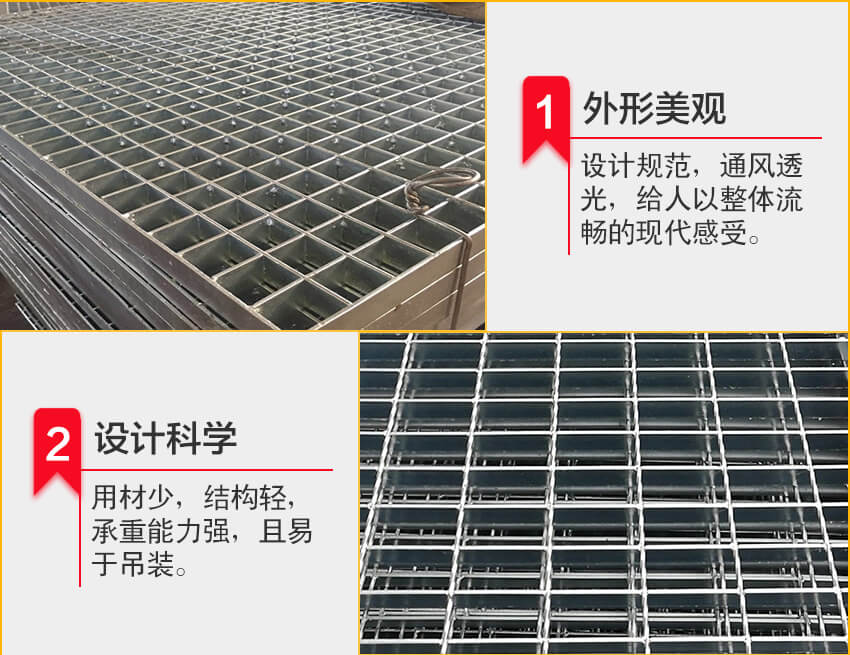
1:強度高,自重輕
2:防腐能力強,經久耐用
3:外形美觀,表面亮澤
4:不積污物,不積雨雪,不積水,自清潔,易于維護
5:通風,采光,散熱,防滑,防爆性好
6:便于安裝及折卸
鋼格柵板-1 |
鋼格柵板-2 |
鋼格柵板-3 |
鋼格柵板-4 |
鋼格柵板-4 |
鋼格柵板-5 |
{標題}
{內容}
江蓋供應優質鋼格柵板

 115383941
115383941 153-6991-6111
153-6991-6111

微信掃一掃加好友